
Structural Engineering of the CF-XT01P Print and Apply System

Applying tracking information, dynamic barcodes, or shipping data directly to the underside of containers is a common requirement in logistics, fulfillment, and food production lines. Manually flipping products over to label them increases handling time, risks fragile inventory, and slows down lines.
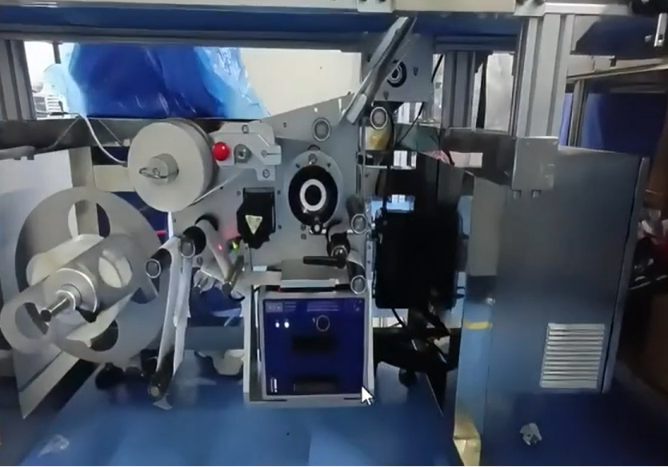
The CF-XT01P Intelligent Bottom Print & Apply Machine addresses this by utilizing an under-mounted digital print engine and applicator head paired with a split-belt conveyor system. This layout permits automated, real-time printing and application to the bottom surface of pouches, trays, and cartons without disrupting the continuous flow of the production line.
System Engineering and Split-Belt Mechanics
The primary challenge of under-surface application is accessing the bottom of the substrate without introducing a gap large enough to cause light items to tip or catch.
[ Tracking Sensors ]
│
▼
[ Infeed Belt ] ───────> [ Access Slot ] ───────> [ Outfeed Belt ]
▲
│
[ Under-Mounted TTO Print Head ]
│
▼
[ Gravity-Defying Applicator Brush ]
Driven Split-Belt Layout
The conveyor bed uses two independently driven, parallel transport lines separated by a precise mechanical clearance slot. The width of this gap is tailored to expose the center of the substrate’s underside while keeping both left and right edges fully supported by high-traction, anti-static belts. This design ensures that thin containers, plastic trays, and flexible pouches cross the application zone smoothly without twisting or jamming.
Automated Sensor Tripping
A high-frequency optical sensor detects when a moving package approaches the clearance slot. The sensor relays positional data to the master controller, which triggers the under-mounted printing engine to generate the required layout onto the web. The label then advances upward through the slot to meet the bottom of the container at the exact moment it crosses the gap.

Electromechanical Profiles and Specifications
The CF-XT01P is built with industrial hardware engineered for continuous, multi-shift production environments:
- Electrical Standards: Designed to run on standard 220V AC single-phase lines (50/60 Hz), providing seamless integration into existing industrial power grids.
- Placement Window: Electronic servo motor drives manage web tension and dispensing speeds, maintaining a tight label placement tolerance of plus or minus 1.0 mm.
- Conveyor Line Tracking: Supports variable line speeds up to 45 meters per minute, allowing operators to match the pace of upstream checkweighers, sealing machines, or strapping systems.
- Print Engine Options: The system integrates an industrial thermal transfer overprinter (TTO) available in three interchangeable print widths—32mm, 53mm, and a wide-format 107mm footprint—to accommodate everything from simple date matrices to detailed tracking layouts.
- Web Dimensions: Handles large-diameter master rolls (up to 300 mm outer diameter) with standard 76 mm inner cores, processing labels ranging from 10mm to 300mm in length.
Industrial Use Cases and Line Integration
The under-surface application design of the CF-XT01P provides major benefits across sectors where top surfaces must remain clean or clear for branding purposes:
- Logistics and E-Commerce Fulfillment: Applies real-time sorting labels, routing barcodes, or returns data directly to the bottom of poly mailers or shipping cartons as they move toward the loading bays.
- Fresh Food and Poultry Processing: Perfect for labeling clear thermoformed trays, deli tubs, or vacuum-sealed meat packages. The system prints dynamic weight readings, accurate pricing codes, and expiration data on the base of the container, leaving the top surface completely unobstructed for customer branding.
- Industrial Component Assembly: Speeds up operations by printing and applying serial numbers, testing logs, and internal batch tracking markers directly onto the underside of electronic component housings, enclosures, or flat raw material sheets.
Operational Maintenance and Calibration Practices
Maintaining high line efficiency with an under-mounted labeling setup requires a structured preventative maintenance program specifically tailored to combat gravity-related debris accumulation.
Operational Component Care
- Debris and Adhesion Management: Because the digital print engine sits directly below the conveyor line, it is vulnerable to dust, loose fibers, or small product particles falling through the access slot. Maintenance teams should wipe down the thermal elements and print rollers using lint-free swabs saturated with 99% isopropyl alcohol at every ribbon change to protect print clarity.
- Web Path Inspections: The sharp edge of the peel blade and the guiding rollers must be inspected daily for adhesive buildup. Any sticky residue along the web path can catch the label, causing backing paper snaps or minor feeding delays that disrupt the machine’s placement accuracy.
Line Calibration Strategies
- Adjusting Upward Pressure Elements: The system uses dense, angled brushes or targeted air-assist nozzles to smooth down labels from below. Operators must adjust the height and angle of these elements to ensure clean, bubble-free adhesion against gravity without adding friction that could drag or slow down the package on the conveyor belts.
- Sensor Sensitivity Setting: When switching between highly reflective plastic packaging and matte paperboard boxes, operators must adjust the sensitivity of the optical tracking sensors via the touchscreen interface. This adjustment prevents false sensor readings and ensures the label engine fires at the exact millisecond required for centered placement.
System Advantages
- Unobstructed Top-Surface Branding: Applies barcodes, weight tables, and shipping tracking numbers exclusively to the bottom of the packaging, keeping the top clear for consumer marketing.
- Precision Under-Mount Servo Drives: Electronic servo controls deliver highly repeatable tracking and dispensing, ensuring placement tolerances remain within a tight plus or minus 1.0 mm window.
- Continuous Line Flow: Eliminates the need for mechanical turning devices or manual operators to flip packages over, minimizing product damage and protecting high-speed line rates.
- Variable Print Footprints: Features interchangeable print options (32mm, 53mm, and 107mm) to handle variable text blocks, asset-tracking barcodes, or multi-language warnings on a single platform.
Frequently Asked Questions (FAQ)
Q1: How does the CF-XT01P apply the label upward without it falling off the peel tip?
The applicator uses an upward-peeling mechanism combined with an air-assist stream or custom-angled brushes. As the backing paper passes over the sharp radius of the peel blade, the leading edge of the label extends vertically. The targeted air-assist stream keeps the adhesive label upright until it meets the underside of the package, where the conveyor’s movement pulls it flat against the weighted brush assembly for secure adhesion.
Q2: What happens if fine dust or debris drops through the conveyor access slot?
The under-mounted assembly is engineered with a protective housing that shields the core motors, wiring, and electronics from falling debris. However, dust can build up on the optical sensors and print head elements. To maintain clear print results and reliable tracking, operators should use a compressed air canister to clear loose dust from the printing bay at the end of each production shift.
Q3: Can the conveyor belt width be adjusted for different package shapes?
Yes. The conveyor system includes adjustable side guide rails that can be widened or narrowed using manual lock knobs. These rails can be set to match the exact width of your packages, keeping them centered over the printing slot and preventing any lateral shifting that could cause skewed label alignment.
Q4: Why is a digital thermal transfer printer preferred over ink-based marking systems for bottom labeling?
Inkjet printing systems require a fixed distance to spray ink upward, and their nozzles can frequently clog when dust falls down into them from the conveyor line. Thermal transfer printing uses solid ribbon rolls and localized heat elements, completely eliminating the risk of clogged nozzles. This system produces crisp, smudge-resistant barcodes that remain scuff-free and readable even when packages slide down downstream metal rollers or loading chutes.
Watch the Full Video Tutorial:
This article summarizes the key points from our original video. Watching the full tutorial provides a clearer understanding of the procedures, demonstrations, and practical maintenance tips.
▶ Watch the full video below.
📺 Subscribe to the Cheef YouTube Channel to receive future maintenance guides, troubleshooting tutorials, product demonstrations, and industry updates.
